WS系列氩弧焊机安全操作指南
1、进行氩弧焊操作,应注意风速流动影响和防工件磁化,造成偏弧而影响质量。焊机和工件应分别可靠接地。
2、氩弧焊炬(枪)应与氩弧焊机配套使用;氩弧焊炬的额定应与氩弧焊机相一致;正确连接有关电缆线。一切符合要求后,才能打开氩气瓶的阀门,调节氯气表流量至所需的流量值。
3、钨极的安装使用:钨极棒一端精密磨成尖状,将磨制成合格的钨极棒放入氩弧焊炬电极夹内,调试钨极棒的伸出长度,从炬体的顶部装入导流件内,用长帽或短帽旋紧压牢即可。焊炬的电极夹头是导电体,应保证导电面的光滑清洁,夹持钨极棒时装正压紧,接触安全可靠。
4、根据需要选择“脉冲选择开关”置下挡“无脉冲”、上挡“低频脉冲”、中挡“中频脉冲”。
5、根据工件和焊接要求,还需调整电流衰减时间调节旋钮,或调节起弧电流和收弧电流的值,以及电流上升时间及下降时间等。
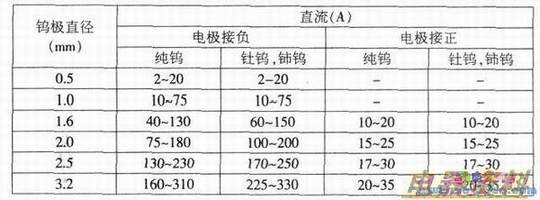
6、根据不同电极及焊接工件的厚度设定相应的焊接电流(见下表所示,仅供参考)。
7、钨极尖端与焊接工件平面之间应为2mm~4mm的间距,按动焊炬开关,氩气吹出同时高频引弧,引弧成功后即可正常焊接。
8、操作过程中注意用电安全。
- 上一篇:WS系列氩弧焊机技术性能及参数
- 下一篇:光子晶体光纤压力传感器稳定性研究