初学焊接三要点
一、焊前准备
为提高焊点质量,焊前应准备一把20W~35W的电烙铁,初学时功率不宜太大。再准备好能存放松香的烙铁架、松香焊锡丝(含锡量63%,直径在φ1~φ1.5mm)、断钢锯条、剪刀、尖嘴钳、斜口钳、平锉等工具。这期间可阅读有关方面的参考书,在头脑中初步建立焊接框架。刚开始亦可在废弃板上试焊。另外,电子元件按型号规格分门别类,大多数元件出厂前引脚已作镀层处理,操作者可直接插焊,对这样的元件不必再刮。但有的元件表面已氧化,并有明显污垢,焊前必须认真刮净、烫锡。如果烙铁头用久,出现斜面凸凹不平的现象,应及时修整工作斜面。
二、掌握温度和时间
根据笔者的经验,焊温为275℃±5℃时为最佳。然而操作者难以测知电烙铁的焊温,只能在焊接过程中注意观察:焊后焊点附近的电路板呈白灰烟状时,说明烙温偏高,偏高的焊温可能引起覆铜板发泡、起皮、脱落。遇此情况可将烙铁在松香上刺一下,防止烙铁头“烧死”,把过高的温度降下来再焊。当焊点出现不光滑有毛刺时,则有可能是温度过低或时间太短所致。初学时应避免短时反复添焊。当然焊丝本身质量不好也难以保证焊点光滑。
适宜的焊接时间与烙铁功率大小、环境温度有关。在时间掌握上应以焊丝熔化自然流下,在电路板上正好熨出一个圆圈为佳。时间太短,热量无法作用到焊点处,易出现假焊;时间太长,热量过高对印板和元器件也不利。在风口上或冬天里,焊接时,烙铁可选40~50W,焊接时间也相应要长些。
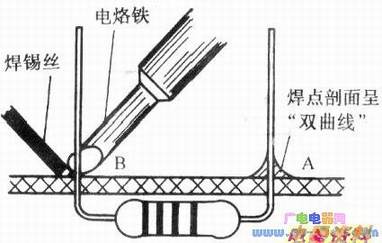
良好的焊点应做到吃锡量适当。假如将焊点以元件引脚为中心轴剖开,焊点剖面应呈对称的“双曲线”,如上图上的A点。锡量太少不牢固,锡量过多会焊埋线头,反而易造成虚焊。手工焊接可将电路板固定在支架上,左手拿焊丝,右手握烙铁,烙铁头斜面正对着操作者,以便观察,如图1上的B点。焊了几个元件后,可剪去多余引脚,方便其他元件再焊。
三、焊点检验

电路板焊完后,要认真进行目测。首先把元件拨正,一一查看。对漏焊、缺焊和松动的元件及时补焊。为了美观应把高低不平元件适当调焊整齐。其次用检查有无连焊。不应连的焊点可竖起电路板,如上图,待锡熔化后,及时撤离烙铁,使连锡自然流开分离。特别是的焊点,脚距较小,应作重点检查。
- 上一篇:浅谈K型场效应管与IGBT管的区别
- 下一篇:如何改善华为C8600智能手机通话质量