小型交流电焊机的焊接过程
电焊机的主体,是一台较大功率的降压,在一个口字形铁芯上装有两个绕组,如右图所示。其中,接交流的叫初级绕组,给焊件输出低的叫次级绕组,铁芯中有绕组的部分叫芯柱,没有绕组的部分叫轭铁,初级接交流220V或380V,次级输出交流低电压50V~80V(按电焊机标准,次级电压不得高于80V)。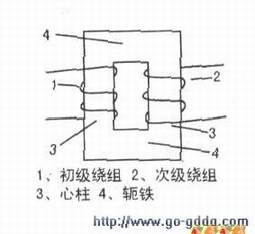
电焊机的过程如下:焊条接触焊件时,其接触处存在接触,当几十安或几百安的焊接流过时会使接触处迅速发热产生高温,焊点附近的空气在高温下产生电离,焊条脱离焊件后,电离的空气团自激导电形成温度很高(几千摄氏度)的电弧,焊条和被焊的金属熔化,将被焊部位熔融为一体,焊接完成。,下面介绍关键部件焊接变压器的重绕。
电焊机中最容易损坏的是焊接变压器,变压器损坏以后只能重绕。因此重绕绕组是修理电焊机的主要工作。
1、变压器绕组拆卸
拆前,对绕组各线头及其连接的位置要进行编号并详细记录,拆铁芯时,只需拆除口上轭铁,就可以把两个绕组从芯柱上取下来。注意:紧固螺杆上的绝缘垫片、绝缘套管不要弄坏弄丢了。拆除绕组时,要记录各绕组的圈数、抽头位置和线径。
2、制作绕组木横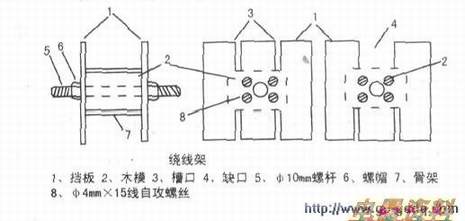
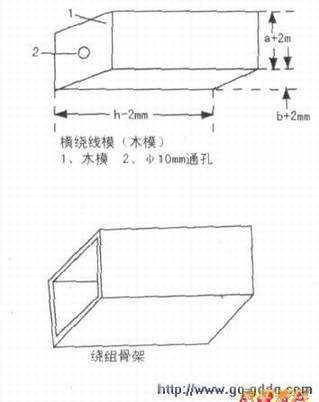
重绕之前,要先做好绕线木模。把芯柱夹紧量出芯柱的宽度a和叠厚b,用木块制成(a+2mm)×(b+2mm}的长方体,木模的长度比芯柱长度短2mm,木模端面钻一个中lOmm的通孔,如下上图所示。再用1.5mm厚的玻璃纤维板制作线圈骨架。先把纤维板裁成宽度与木模长度相等的长条,再按木模的宽度和厚度在长条板上画线,用直尺和断钢锯条把画线刻成深度约为板厚4/5的深度,把长条板在刻槽的反面折弯成一个长方形空简,外面紧包两层青壳纸,并用透明胶带把青壳纸的接头处贴牢,如下下图所示。骨架成型后,木模进出骨架要能进退自如,且没有明显的间隙。另用两块10mm厚的坚硬木板做成两块方形拦板,挡板外围尺寸比电焊机最大绕组的外围尺寸每边大出约2cm即可。在两块挡板中心各钻一个中lOmm的孔,其中一块挡板相对开四个宽约lcm的槽,槽的深度由骨架的外围尺寸决定,另一块挡板的一边在相同的位置也开两条槽,另一边开一个较大的缺口。把木模套入骨架,用中10mm的螺杆把木模、骨架和两块挡板用两只螺帽紧固在一起,挡板的边要和骨架的面平行,这样才便于绕线。至此,绕线架就做好了,如左图所示。
- 上一篇:小型交流电焊机的装机与接线
- 下一篇:在线测试与自动X光检查结合可帮助你降低整体成本